




Manual de seguridad y salud en operaciones con herramientas manuales comunes, maquinaria de taller y soldadura
1.2 Recomendaciones particulares
2.1 Máquinas portátiles de herramienta rotativa
2.2 Máquinas portátiles de percusión
2.3 Prevención de riesgos asociados a las fuentes de alimentación
3.1 Máquinas herramientas destinadas al mecanizado de metales
3.2 Máquinas convencionales de carpintería
4. Operaciones de soldadura y corte
4.1 Soldadura eléctrica y corte por arco de plasma
4.2 Soldadura autógena y oxicorte
4.3 Identificación de factores de riesgo higiénico en operaciones de soldadura
5.1 Hornos y muflas
7. Bibliografía
©
Servicio de Prevención de Riesgos Laborales de la UPV.
El presente documento y sus contenidos pueden ser reproducidos,
difundidos y utilizados libremente, siempre que se mencione expresamente
su autoría y fuente de origen. No se permite el uso del mismo con fin
comercial o económico alguno, público o privado.
Elaborado por:
Roberto Laborda Grima
Dagmar L. Recalde Ruiz
Roberto Tolsa Martínez
Nieves Marqués Giménez
INICIATIVAS E INNOVACIÓN, S. L. L.
PRESENTACIÓN
Muchas actividades laborales que se llevan a cabo en la Universidad Politécnica de Valencia y en los diversos centros adscritos a ésta, se hallan expuestas a riesgos mecánicos derivados del uso de herramientas manuales y portátiles, máquinas y equipos diversos.
Algunas de tales actividades se realizan en talleres de mantenimiento y en dependencias que poco o nada tienen que ver con tareas estrictamente docentes, mientras que otras forman parte del contenido práctico de determinadas asignaturas. En cualquier caso, el uso de estas herramientas y máquinas puede provocar riesgos de diversa consideración para los usuarios, si no se conocen adecuadamente sus condiciones de puesta en marcha, funcionamiento y parada.
De acuerdo con estas consideraciones, conocer los riesgos que la manipulación de estos aparatos y equipos pueden originar es un derecho y una obligación, cuyo cumplimiento constituye, sin duda, uno de los mejores medios para lograr unas condiciones de trabajo seguras en el ámbito universitario, así como el objetivo primordial que persigue el presente manual.
La manipulación de herramientas manuales comunes como martillos, destornilladores, alicates, tenazas y llaves diversas, constituye una práctica habitual en talleres de mantenimiento, así como en laboratorios y aulas de prácticas de centros docentes, como la Facultad de Bellas Artes, debido a que muchas de las operaciones que se realizan en dichos locales sólo pueden llevarse a cabo de forma manual.
Aunque a primera vista tales herramientas puedan parecer poco peligrosas, cuando se usan de forma inadecuada llegan a provocar lesiones (heridas y contusiones, principalmente) que de modo ocasional revisten cierta gravedad, hasta el punto de que un 7% del total de accidentes que se producen anualmente en España y un 4% de los calificados como graves, tienen su origen en la manipulación de una herramienta manual. Si bien las causas que provocan estos accidentes son muy diversas, pueden citarse como más significativas las siguientes:
-
Calidad deficiente de las herramientas.
-
Uso inadecuado para el trabajo que se realiza con ellas.
-
Falta de experiencia en su manejo por parte del usuario.
-
Mantenimiento inadecuado, así como transporte y emplazamiento incorrectos.
De acuerdo con estas consideraciones, las recomendaciones generales para el correcto uso de estas herramientas, con el fin de evitar los accidentes que pueden originar, son las siguientes:
-
Conservación de las herramientas en buenas condiciones de uso.
-
Utilización de las herramientas adecuadas a cada tipo de trabajo que se vaya a realizar.
-
Entrenamiento apropiado de los usuarios en el manejo de estos elementos de trabajo.
-
Transporte adecuado y seguro, protegiendo los filos y puntas y manteniéndolas ordenadas, limpias y en buen estado, en el lugar destinado a tal fin.
1.2 Recomendaciones específicas
A continuación se indican las recomendaciones a tener en cuenta, en el manejo de algunas herramientas manuales de uso más frecuente.
Existen tres clases diferentes de alicates: universales, de puntas y de corte, debiendo seleccionarse los más apropiados para el trabajo que se pretende realizar.
Antes de utilizar unos alicates es preciso comprobar que no están defectuosos, siendo los defectos más frecuentes:
-
Mandíbulas no enfrentadas correctamente, a causa de holguras en el eje de articulación por un mal uso de la herramienta.
-
Mellas en la zona de corte por forzar la herramienta con materiales demasiado duros.
-
Estrías desgastadas por el uso.
En cuanto a su utilización se recomienda:
-
No emplear esta herramienta para aflojar o apretar tuercas o tornillos, ya que deforman las aristas de unas y otros, ni para golpear.
-
Cuando se precise cortar un hilo metálico o cable, realizar el corte perpendicularmente a su eje, efectuado ligeros giros a su alrededor y sujetando sus extremos para evitar la proyección violenta de algún fragmento.
-
Cuando se usen los alicates para trabajos con riesgo eléctrico, deben tener sus mangos aislados.
-
No extender demasiado los brazos de la herramienta con el fin de conseguir un mayor radio. Si es preciso, utilizar unos alicates más grandes.
Estas herramientas deben conservarse bien afiladas y con su ángulo de corte correcto. Con el fin de evitar riesgos innecesarios es preciso que el usuario efectúe su trabajo con el martillo sostenido adecuadamente, dirigiendo la mirada hacia la parte cortante del cincel y utilizando gafas de seguridad. Para proteger a otros trabajadores de las posibles proyecciones de partículas al utilizar esta herramienta, se recomienda instalar pantallas de protección.
La cabeza del cincel debe estar libre de rebabas y su filo debe estar bien definido. Asimismo, deberá usarse el martillo de peso acorde con el tamaño del cincel. Un martillo ligero tiende a deformar la cabeza de la herramienta.
Cuando sea necesario afilar el cincel hay que evitar un calentamiento excesivo para que no pierda el temple. El rectificado se llevará a cabo en etapas o enfriándolo periódicamente con agua o fluido refrigerante.
La pieza sobre la que se trabaja debe estar firmemente sujeta.
Se aconseja utilizar un porta-cincel o un mago parachoques de caucho, ya que aísla del frío y evita el riesgo de contusiones en las manos en caso de golpe con el martillo.
Para trabajar correctamente con esta herramienta, debe escogerse el destornillador adecuado al tipo de tornillo que se desea apretar o aflojar, en función de la hendidura de su cabeza (ranura, cruz, estrella, etc.) así como de su tamaño, debiendo utilizarse siempre la medida mayor que se ajuste a dicha hendidura.
Antes de utilizar un destornillador debe comprobarse que se encuentra en buen estado, siendo los defectos más corrientes:
-
Presencia de grietas en el mango o cabeza deformada por mal uso, existiendo el riesgo de clavarse astillas en las manos.
-
Vástago suelto del mango o torcido, con riesgo de provocar heridas en la mano.
-
Boca de ataque o punta redondeada o mellada, siendo muy frecuente que resbale y origine lesiones en las manos
En cuanto a su utilización, una vez emplazada la punta del destornillador sobre la cabeza del tornillo, el esfuerzo debe realizarse verticalmente, a fin de evitar que resbale la herramienta y pueda provocar lesiones.
La mano libre deberá situarse de forma que no quede en la posible trayectoria del destornillador. A este fin, la pieza que contiene el tornillo debe situarse en lugar firme y nunca debe sujetarse con la mano.
No utilizar el destornillador como palanca o cincel, porque además de propiciar el riesgo de lesiones diversas, se deteriora la herramienta.
Cuando un tornillo se resista a girar debe procederse a su lubricación y no forzar el destornillador con otra herramienta, como los alicates. Asimismo, cuando se gaste o redondee la punta de un destornillador, debe reparase con una piedra de esmeril o una lima, procurando que no pierda el temple por calentamiento. Esta operación deberá realizarse con gafas de seguridad.
Las precauciones a tener en cuenta en el manejo de esta herramienta son las siguientes:
-
La herramienta debe ir provista de un anillo metálico en el punto de unión entre el mango y la hoja.
-
Los formones que se manejan golpeándolos con un martillo, deben ir provistos de una protección metálica en la extremidad que se golpea.
-
Cuando se trabaja con esta herramienta, la pieza debe estar fuertemente sujeta a un soporte y el filo de la hoja no debe dirigirse a ninguna parte del cuerpo.
-
La parte cortante del formón debe estar siempre bien afilada.
Son herramientas de uso muy frecuente en diversos lugares de trabajo. Se diferencian entre sí por su tamaño, el tipo de corte que pueden realizar (más fino o más grueso) en función de la distancia entre sus dientes y su sección transversal.
Como con cualquier herramienta manual, antes de empezar a trabajar con una lima deberá comprobarse que:
-
El mango no tiene astillas ni grietas
-
El cuerpo de la lima no está desgastado o sus dientes embotados
-
La espiga penetra suficientemente en el mango
-
La espiga no está torcida o lo que es lo mismo, el eje del mango y el de la espiga están alineados
Por lo que concierne al manejo de estas herramientas conviene tener presente los siguientes consejos de prudencia:
-
Cuando se deba colocar el mango a una lima, disponer de un mango con anillo o virola metálica en el punto de penetración de la espiga. A continuación, coger la lima con una mano protegida con guante de seguridad y golpear el mango contra el banco de trabajo o con un martillo.
-
Asegurar los mangos con frecuencia.
-
No usar la lima como palanca, ya que la espiga es blanda y se dobla fácilmente, mientras que el cuerpo es quebradizo, pudiendo partirse.
-
No golpearlas a modo de martillo.
-
Dado que las limas se oxidan con facilidad, se deben mantener limpias, secas y separadas de las demás herramientas
-
Cuando se utilice una lima, empujarla hacia delante ejerciendo la presión necesaria y levantarla ligeramente al retroceder.
-
Siempre que los dientes estén embotados, debe limpiarse el cuerpo de la lima con una escobilla.
Estas herramientas son de uso muy extendido en trabajos mecánicos. Cuanto mayor es la abertura de la boca, mayor debe ser la longitud de la llave, a fin de conseguir el brazo de palanca acorde con el esfuerzo de trabajo de la herramienta.
Según el trabajo a realizar existen diferentes tipos de llaves, a saber: de boca fija, de cubo o estrella, de tubo, llave universal llamada también ajustable o llave inglesa y llave hallen.
Los accidentes con estas herramientas se originan cuando la llave se escapa del punto de operación y el esfuerzo que se hace sobre ella queda súbitamente interrumpido, produciéndose un golpe. A ello puede contribuir una conservación inadecuada de la herramienta que suele originar los siguientes problemas:
-
Boca deformada o desgastada
-
Elementos de regulación deteriorados, sueltos o faltos de engrase
-
Bocas y mangos sucios de grasa
A continuación se indican algunos consejos de prudencia a tener en cuenta en el manejo de estas herramientas:
-
Siempre que sea posible, utilizar llaves fijas con preferencia a las ajustables.
-
Elegir siempre la llave que se ajuste perfectamente a la cabeza de la tuerca que se desea apretar o aflojar.
-
Emplazar la llave perpendicularmente al eje de la tuerca. De no hacerlo así, se corre el riesgo de que resbale.
-
Para apretar o aflojar tuercas debe actuarse tirando de la llave, nunca empujando. En caso de que la tuerca no salga, debe procederse a su lubricación sin forzar la herramienta. Tampoco debe aumentarse el brazo de palanca de la llave acoplando un tubo para hacer más fuerza.
-
No deben utilizarse las llaves para golpear a modo de martillos o como palancas.
-
Estas herramientas deben mantenerse siempre limpias. En las ajustables es conveniente aceitar periódicamente el mecanismo de apertura de las mandíbulas.
Es la herramienta diseñada para golpear. Hay diversos tipos, entre los que cabe señalar: el de bola, el de peña, el de orejas o uñas, la maceta y la mandarria o martillo pesado.
Las condiciones peligrosas más frecuentes de un martillo defectuoso y los riesgos que éstas originan derivados de su manejo son:
-
Inserción inadecuada de la cabeza en el mango, pudiendo salir proyectada al golpear
-
Presencia de astillas en el mango que pueden producir heridas en la mano del usuario
-
Golpes inseguros que producen contusiones en las manos
-
Proyección de partículas a los ojos
En el manejo de estas herramientas se recomienda:
-
Comprobar que la herramienta se encuentra en buen estado antes de utilizarla y que el eje del mango queda perpendicular a la cabeza.
-
Que el mango sea de madera dura, resistente y elástica (haya, fresno, acacia, etc.). No son adecuadas las maderas quebradizas que se rompen fácilmente por la acción de golpes.
-
Que la superficie del mango esté limpia, sin barnizar y se ajuste fácilmente a la mano. Conviene señalar que a mayor tamaño de la cabeza del martillo, mayor ha de ser el grosor del mango.
-
Agarrar el mango por el extremo, lejos de la cabeza, para que los golpes sean seguros y eficaces.
-
Asegurarse de que durante el empleo del martillo no se interponga ningún obstáculo o persona en el arco descrito al golpear.
-
Utilizar gafas de seguridad cuando se prevea la proyección de partículas al manipular estas herramientas.
Son herramientas dentadas, diseñadas para cortar madera, metales o plásticos. Las recomendaciones generales para su correcto uso son:
-
Sujetar firmemente la pieza a cortar, de forma que no pueda moverse.
-
Mantener bien tensada la hoja de la sierra que se destine a cortar metales.
-
No serrar con demasiada fuerza, para evitar que la hoja se doble o se rompa.
-
Proteger adecuadamente en fundas, las hojas de sierra cuando se transporten, con el fin de que los dientes no provoquen lesiones.
-
Al empezar a cortar una pieza, la hoja de la sierra debe estar ligeramente inclinada y a continuación se arrastra la herramienta tirando de ella hasta producir una muesca. Nunca debe empezarse el corte empujando hacia delante. Cuando se esté llegando al final, se debe disminuir la presión sobre la hoja.
-
Al terminar el trabajo, se colgarán las sierras en la pared, especialmente las de cortar metal.
Las máquinas portátiles son aparatos mecánicos accionados por una fuente de energía (eléctrica, neumática o hidráulica) que generan en la herramienta un movimiento de rotación o de vaivén.
Las causas de los accidentes con este tipo de máquinas son muy similares a las indicadas para las herramientas manuales, es decir, deficiente calidad de la máquina; utilización inadecuada; falta de experiencia en el manejo, y mantenimiento insuficiente, si bien en las máquinas portátiles hay que añadir además, las que se derivan de la fuente de energía que las mueve. Conviene precisar también que los accidentes que se producen con este tipo de máquinas suelen ser más graves que los provocados por las herramientas manuales.
Los riesgos más frecuentes que originan las máquinas portátiles son los siguientes:
-
Lesiones producidas por el útil de la herramienta, tanto por contacto directo, como por rotura de dicho elemento.
-
Lesiones provocadas por la fuente de alimentación, es decir, las derivadas de contactos eléctricos, roturas o fugas de las conducciones de aire comprimido o del fluido hidráulico, escapes de fluidos a alta presión, etc.
-
Lesiones originadas por la proyección de partículas a gran velocidad, especialmente las oculares.
-
Alteraciones de la función auditiva, como consecuencia del ruido que generan.
-
Lesiones osteoarticulares derivadas de las vibraciones que producen.
Por el tipo de movimiento de la herramienta, las máquinas portátiles pueden clasificarse en dos grupos:
-
De herramienta rotativa. En estas máquinas, la fuente de alimentación imprime a la herramienta un movimiento circular.
-
De percusión. La fuente de energía imprime a la herramienta en este tipo de máquinas un movimiento de vaivén.
2.1 Máquinas portátiles de herramienta rotativa
Dentro de las máquinas portátiles, las de herramienta rotativa son las más frecuentes, destacando las siguientes: amoladoras o radiales, sierras circulares y taladradoras, cuya descripción se aborda seguidamente, considerando los riesgos más característicos y su prevención.
Las radiales (figura 1) son máquinas portátiles utilizadas en la eliminación de rebabas (desbarbado), acabado de cordones de soldadura y amolado de superficies.

Figura 1. Ejemplo de amoladora o radial
El principal riesgo de estas máquinas estriba en la rotura del disco, que puede ocasionar heridas de diversa consideración en manos y ojos. También debe tenerse en cuenta el riesgo de inhalación del polvo que se produce en las operaciones de amolado, especialmente cuando se trabaja sobre superficies tratadas con cromato de plomo, minio, u otras sustancias peligrosas.
El origen de estos riegos reside en:
-
El montaje defectuoso del disco
-
Una velocidad tangencial demasiado elevada
-
Disco agrietado o deteriorado
-
Esfuerzos excesivos ejercidos sobre la máquina que conducen al bloqueo del disco
-
Carencia de un sistema de extracción de polvo
Conviene señalar que los discos abrasivos pueden romperse ya que algunos son muy frágiles. Por ello, la manipulación y almacenamiento debe realizarse cuidadosamente, observando las siguientes precauciones:
-
Los discos deben mantenerse siempre secos, evitando su almacenamiento en lugares donde se alcancen temperaturas extremas. Asimismo, su manipulación se llevará a cabo con cuidado, evitando que choquen entre sí.
-
Escoger cuidadosamente el grano de abrasivo, evitando que el usuario tenga que ejercer una presión demasiado grande, con el consiguiente riesgo de rotura. Conviene asegurarse de que las indicaciones que figuran en el disco, corresponden al uso que se le va a dar.
-
Antes de montar el disco en la máquina debe examinarse detenidamente para asegurarse de que se encuentra en condiciones adecuadas de uso.
-
Los discos deben entrar libremente en el eje de la máquina, sin llegar a forzarlos ni dejando demasiada holgura.
-
Todas las superficies de los discos, juntas y platos de sujeción que están en contacto, deben estar limpias y libres de cualquier cuerpo extraño.
-
El diámetro de los platos o bridas de sujeción deberá ser al menos igual a la mitad del diámetro del disco. Es peligroso sustituir las bridas originales por otras cualesquiera.
-
Entre el disco y los platos de sujeción deben interponerse juntas de un material elástico, como papel, cuyo espesor debe estar comprendido entre 0,3 y 0,8 mm.
-
Al apretar la tuerca o mordaza del extremo del eje, debe hacerse con cuidado para que el disco quede firmemente sujeto, pero sin sufrir daños.
-
Los discos abrasivos utilizados en las máquinas portátiles deben disponer de un protector, con una abertura angular sobre la periferia de 180 º como máximo. La mitad superior del disco debe estar completamente cubierta.
-
Cuando se coloca en la radial un disco nuevo es conveniente hacerlo girar en vacío durante un minuto y con el protector puesto, antes de aplicarlo en el punto de trabajo. Durante este tiempo no debe haber personas en las proximidades de la abertura del protector.
-
Los discos abrasivos utilizados en operaciones de amolado con máquinas portátiles deben estar permanentemente en buen estado, debiendo rechazar aquellos que se encuentren deteriorados o no lleven las indicaciones obligatorias (grano, velocidad máxima de trabajo, diámetros máximo y mínimo, etc.).
En lo concerniente a las condiciones de utilización, deben tenerse en cuenta las siguientes:
-
No sobrepasar la velocidad máxima de trabajo admisible o velocidad máxima de seguridad.
-
Disponer de un dispositivo de seguridad que evite la puesta en marcha súbita e imprevista de estas máquinas.
-
Asegurar la correcta aspiración de polvo que se produce en el transcurso de las operaciones de amolado. Hay radiales que llevan incorporado un sistema de extracción en la propia máquina.
-
Prohibir el uso de la máquina sin el protector adecuado, así como cuando la diferencia entre el diámetro interior del protector y el diámetro exterior del disco sea superior a 25 mm.
-
Colocar pantallas de protección contra proyecciones de partículas, especialmente cuando se realicen trabajos de desbarbado.
-
Parar inmediatamente la máquina después de cada fase de trabajo.
-
Indicar a la persona responsable del trabajo, cualquier anomalía que se detecte en la máquina y retirar de servicio, de modo inmediato, cualquier radial en caso de deterioro del disco o cuando se perciban vibraciones anormales funcionando a plena velocidad.
-
Evitar la presencia de cuerpos extraños entre el disco y el protector.
-
No trabajar con ropa floja o deshilachada.
En cuanto a los equipos de protección individual de uso obligatorio cuando se trabaja con este tipo de máquinas portátiles son los siguientes:
-
Gafas de seguridad de montura cerrada o pantalla protectora.
-
Guantes de seguridad contra cortes y abrasión.
-
Mandil especial de cuero grueso contra el contacto fortuito del disco con el cuerpo, cuando sea necesario adoptar posturas peligrosas.
La sierra circular portátil (figura 2) se considera una de las herramientas portátiles más peligrosas. Se utiliza fundamentalmente para realizar cortes en madera y derivados.
Los tipos de lesiones graves que producen estas máquinas son generalmente cortes en las manos, antebrazos y muslos.

Figura 2. Ejemplo de sierra circular portátil
La mayoría de los accidentes se producen cuando la hoja de la sierra queda bloqueada por el material que se está cortando y la máquina es rechazada bruscamente hacia atrás. La causa de este accidente suele ser la ausencia del cuchillo divisor o una adaptación defectuosa del citado útil.
Otro accidente que se produce con cierta frecuencia es el bloqueo de la carcasa de protección en posición abierta, a causa de la presencia de virutas y serrín o de la rotura del muelle de retorno.
Las medidas preventivas más eficaces frente al riesgo de estos accidentes son:
-
Carcasa móvil de protección. Este elemento cubre de forma automática la hoja de la sierra, por debajo de la placa de apoyo, tan pronto queda libre aquélla, gracias al muelle de retorno. Ello permite retirar la máquina del punto de trabajo aunque la hoja esté girando todavía, sin riesgo de contactos involuntarios con las diversas partes del cuerpo o con objetos próximos.
-
Cuchillo divisor regulable. Cubre el borde de la hoja de corte por el lado del usuario y disminuye los efectos de un contacto lateral con aquélla. Asimismo, guía a la hoja de sierra y mantiene separados los bordes del corte a medida que éste se va produciendo, evitando así las presiones del material sobre el disco y el rechazo de la máquina hacia atrás. El cuchillo debe ser regulable en función del diámetro del disco, de forma que diste de los dientes 2 mm como máximo. Constituye un elemento protector complementario de la carcasa, ya que ésta, como se dijo, pude bloquearse por las virutas y el serrín o por la rotura del muelle de retorno.
En operaciones en las que se utilizan sierras circulares portátiles se recomienda el uso de gafas de seguridad, con el fin de evitar la proyección en los ojos de serrín y virutas.
La taladradora portátil (figura 3) es una máquina cuyo uso se encuentra ampliamente extendido en diversos sectores de actividad, siendo poco frecuentes y de escasa gravedad los accidentes que se derivan de su manipulación.

Figura 3. Ejemplo de taladradora portátil
Los accidentes que se producen por la manipulación de este tipo de herramientas tienen su origen en el bloqueo y rotura de la broca.
Como primera medida de precaución, deben utilizarse brocas bien afiladas y cuya velocidad óptima de corte corresponda a la de la máquina en carga.
Durante la operación de taladrado, la presión ejercida sobre la herramienta debe ser la adecuada para conservar la velocidad en carga tan constante como sea posible, evitando presiones excesivas que propicien el bloqueo de la broca y con ello su rotura.
El único equipo de protección individual recomendado en operaciones de taladrado son las gafas de seguridad, desaconsejándose el uso de guantes y ropas flojas, para evitar el riesgo de atrapamiento y enrollamiento de la tela.
2.2 Máquinas portátiles de percusión
Entre las máquinas portátiles de percusión, una de las más comunes es el martillo neumático (figura 4) en sus más variadas versiones, utilizado en gran número de trabajos, adaptando en cada caso la herramienta más adecuada.

Figura 4. Ejemplo de martillo neumático
Los principales riesgos que se derivan del manejo de esta herramienta son los siguientes:
-
Lesiones osteoarticulares provocadas por las vibraciones debidas al efecto de retroceso.
-
Proyecciones de esquirlas y cascotes del material sobre el que se trabaja.
-
Rechazo y proyección del útil que se está empleando.
-
Hipoacusia a causa del ruido que se genera.
En lo que concierne a la prevención de estos riesgos cabe señalar que algunos fabricantes han logrado desarrollar sistemas percutores que minimizan el efecto de retroceso, reduciendo a su vez el nivel de ruido y el peso de la herramienta.
En cuanto al rechazo y proyección del útil puede evitarse mediante dispositivos de retención emplazados en el extremo del cilindro del martillo.
Debe vigilarse con frecuencia el buen estado de dichos dispositivos, porque en caso de rotura pueden proyectarse fragmentos de metal sobre las personas que se encuentran en las inmediaciones.
Ante el riesgo de proyección de fragmentos del material sobre el que se acciona el martillo neumático, deben disponerse pantallas que protejan a las personas y puestos de trabajo del entorno.
Los usuarios de este tipo de herramientas deben ir provistos de casco, guantes, gafas de seguridad y protección auditiva.
2.3 Prevención de riesgos asociados a las fuentes de alimentación
Cuando se manipulen máquinas portátiles que funcionan con electricidad, se tendrán en cuenta los siguientes aspectos:
-
Estado del cable de alimentación (posibles daños en el aislamiento).
-
Aberturas de ventilación de la máquina despejadas.
-
Estado de la toma de corriente y del interruptor.
-
Estado del prolongador (posibles daños en el aislamiento).
-
Conexión a un cuadro eléctrico montado por un instalador cualificado, que disponga de interruptor diferencial de corte de alta sensibilidad y dispositivos de protección contra sobreintensidades.
-
Conexión de puesta a tierra, si se trata de una máquina de la clase I.
-
No exponer la máquina a la humedad o la lluvia, si no dispone de un grado especial de protección contra el contacto con el agua.
-
Avisar al supervisor para sustituir la máquina en caso de:
- Aparición de chispas y arcos eléctricos
- Sensación de descarga
- Olores extraños
- Calentamiento anormal de la máquina
Las máquinas que utilizan esta energía como fuente de alimentación no presentan en sí mismas ningún riesgo especial para el usuario y pueden utilizarse en atmósferas húmedas. En cuanto a los riesgos que comporta el uso de aire comprimido, se derivan básicamente de la instalación de distribución de éste (sobrepresiones, caídas bruscas de presión, inflamación del vapor de aceite, etc.).
Las precauciones a tomar antes de la conexión de la máquina a la instalación son las siguientes:
-
Purga de las conducciones de aire.
-
Verificación del estado de los tubos flexibles y de los manguitos de empalme, evitando la presencia de dobleces, codos y bucles que obstaculicen el paso del aire.
Tras la utilización de una herramienta neumática, se adoptarán las siguientes medidas preventivas:
-
Cierre de la válvula de alimentación del circuito de aire.
-
Apertura de la llave de admisión de aire de la máquina, a fin de que se purgue el circuito.
-
Desconexión de la máquina.
No es frecuente el uso de este tipo de energía como fuerza motriz de las máquinas portátiles, si bien las que la utilizan son menos ruidosas y provocan menos vibraciones que las neumáticas.
Entre las precauciones que deben adoptarse en las instalaciones de energía hidráulica, que funcionan a presiones superiores a 100 atmósferas cabe señalar las siguientes:
-
Las tuberías flexibles no deben someterse a esfuerzos de tracción o torsión. Por su parte, los manguitos de empalme deben presentar idénticas características a las de las tuberías, en cuanto a resistencia a la presión.
-
El fluido hidráulico utilizado en el circuito debe tener unas propiedades físicas, químicas y de lubricación acordes con las especificaciones establecidas por los fabricantes de los elementos de la instalación.
-
La instalación oleodinámica debe estar provista de elementos de filtrado del fluido hidráulico, que aseguren el funcionamiento de todos los elementos y muy especialmente, de los que desempeñan funciones de seguridad, como las válvulas.
-
La construcción e instalación de los acumuladores hidroneumáticos utilizados para absorber los llamados “golpes de ariete” o “puntas de presión” debe ser acorde con las normas vigentes sobre aparatos a presión.
-
Los fluidos hidráulicos que se utilicen deberán ser químicamente compatibles con los materiales de construcción del acumulador o de los revestimientos de protección.
Las máquinas herramientas son máquinas no portátiles accionadas con motor y destinadas al mecanizado de metales o a la conformación de piezas de madera. De acuerdo con este planteamiento y a fin de facilitar su estudio desde el punto de vista preventivo, cabe distinguir dos grupos de máquinas herramientas:
-
Las destinadas al mecanizado de metales
-
Las máquinas convencionales de carpintería
Unas y otras deben cumplir unos requisitos legales que aseguren la integridad física de los usuarios, así como los bienes patrimoniales de la entidad. Tales requisitos están recogidos en dos textos legales, a saber:
-
Real Decreto 1435/1992, de 27 de noviembre, de aproximación de las legislaciones de los Estados miembros sobre máquinas, modificado por el Real Decreto 56/1995, de 20 de Enero.
-
Real Decreto 1215/1997, de 18 de julio, por el que se establecen las disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo.
El primero de tales textos exige, que todas las máquinas y equipos de trabajo nuevos deberán disponer de marcado CE, así como de declaración CE de conformidad. Este requisito es aplicable siempre:
-
A todas las máquinas nuevas, aunque no presenten riesgo alguno para la seguridad de los usuarios
-
A todas aquellas que sean de fabricación propia, aunque no se comercialicen
-
En aquellos casos en que se monten máquinas o partes de máquinas de orígenes diferentes
El requisito anterior no será de aplicación, cuando se acople a una máquina o a un tractor un equipo intercambiable.
La declaración CE de conformidad acredita que la máquina o equipo de trabajo cumple los requisitos esenciales de seguridad y su firma posibilita la colocación de la marca CE en la máquina o equipo en cuestión.
En cuanto a los equipos y máquinas fabricadas antes del 1 de enero de 1995 que no dispongan de marcado CE, deben ponerse en conformidad con arreglo a lo establecido en el Real Decreto 1215/1997, de 18 de julio.
Una forma de abordar la problemática legal que generan las máquinas y equipos de trabajo es realizar un inventario que permita conocer con exactitud las carencias existentes.
3.1 Máquinas herramientas destinadas al mecanizado de metales
Se entiende por mecanizado, el conjunto de operaciones de conformación en frío con arranque de viruta, mediante las cuales se modifican la forma y dimensiones de una pieza metálica. Las máquinas herramientas imprimen a la herramienta y a la pieza objeto de conformación, los movimientos precisos, para que se alcance la forma y dimensiones requeridas. Entre tales máquinas destacan algunas como: tornos, taladradoras, mandrinadoras, fresadoras, brochadoras, rectificadoras y otras que realizan operaciones derivadas de las anteriormente citadas. Aunque no desarrollan operaciones de mecanizado propiamente dichas, también se consideran máquinas herramientas las sierras mecánicas.
A continuación, se describen las disposiciones mínimas generales de seguridad recogidas en el Real Decreto 1215/1997, de 18 de julio, ya mencionado, que deben reunir las máquinas herramientas, cuyo cumplimiento contribuye a prevenir los riesgos más frecuentes que se derivan de la manipulación de estos equipos y que básicamente son:
-
Contacto accidental con la herramienta o la pieza en movimiento
-
Atrapamiento con los órganos de movimiento de la máquina
-
Proyección de la pieza o de la herramienta
-
Dermatitis por contacto con los fluidos de corte utilizados como refrigerantes.
F Órganos de accionamiento (figura 5):
Los órganos de servicio de estas máquinas deben ser claramente visibles e identificables y en caso necesario, llevar el etiquetado apropiado. Los colores indicativos de dichos órganos son:
-
Puesta en marcha o en tensión: BLANCO.
-
Parada o puesta fuera de tensión: NEGRO.
-
Parada de emergencia: ROJO.
-
Supresión de condiciones anormales: AMARILLO.
-
Rearme: AZUL.
Los órganos de mando pueden ser de los siguientes tipos:
-
Pulsador: Salvo el de parada deben estar encastrados.
-
Pedal: Protegido contra accionamientos involuntarios.
-
Barra paralela: Según la normativa vigente no debe utilizarse.
-
Mando a dos manos: Será de tipo pulsador. Debe tener sincronismo y ser eficaz contra el burlado.
Estarán situados en la proximidad del puesto de mando y fuera de la zona de peligro, salvo el de parada de emergencia. Asimismo, desde el puesto de mando se dominará toda la zona de operación. En caso contrario, la puesta en marcha será precedida de alguna señal de advertencia acústica o visual.
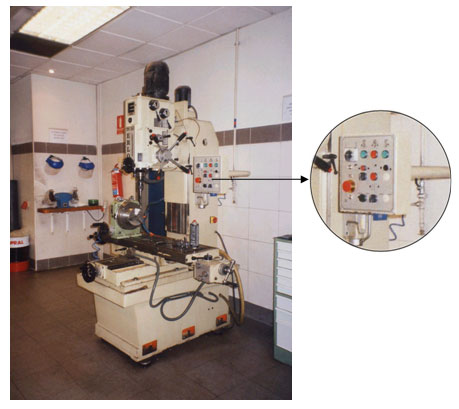
Figura 5. Taladro vertical. Órganos de accionamiento
F Puesta en marcha
Debe obedecer a una acción voluntaria del operador sobre un órgano de accionamiento puesto a tal fin.
Tras un corte de energía (eléctrica, neumática, hidráulica), su posterior reanudación no deberá dar lugar a la puesta en marcha de las partes peligrosas de la máquina.
Se debe impedir que una máquina herramienta se ponga en marcha:
- Por el cierre de un resguardo con dispositivo de enclavamiento.
-
Cuando una persona se retira de una zona cubierta por un dispositivo sensible, tal como una barrera inmaterial.
- Por la maniobra de un selector de modo de funcionamiento.
-
Por el desbloqueo de un pulsador de parada de emergencia.
-
Por el rearme de un dispositivo de protección térmico.
F Parada
La orden de parada debe tener prioridad sobre todas las demás. Se consideran los siguientes tipos de paradas:
-
Parada general: Toda máquina herramienta debe tener una parada de categoría 0, es decir, supresión inmediata de la energía de los accionadores de la máquina.
-
Parada desde el puesto de trabajo: Está destinada a permitir que un operador pueda parar la máquina cuando tenga que intervenir en una zona peligrosa para una operación concreta. A su vez, este tipo de parada puede ser:
- De categoría 1, de modo que al ordenar la función de parada ésta se produce cuando la máquina se halla en posición de seguridad
- De categoría 2, de manera que al ordenar la función de parada la máquina se detiene en ese momento, pero mantiene sus fuentes de energía activadas. -
Parada de emergencia: Accionada por un dispositivo que debe permitir la parada de la máquina en las mejores condiciones posibles, mediante una deceleración óptima de los elementos móviles. Esta parada puede ser de categoría 0 o de categoría 1.
El órgano de mando que permite obtener esta función de parada de emergencia (pulsador de manotazo, cable, barra, etc.) debe ser de color rojo y estar colocado sobre fondo amarillo. La colocación de un dispositivo de parada de emergencia sólo tiene sentido en el caso de que el tiempo de parada que permite obtener sea netamente más corto que el obtenido con la parada normal, lo que requiere un frenado eficaz.
F Caídas y proyecciones de objetos
Debe prevenirse la proyección de viruta y las salpicaduras de fluidos de corte, así como la posible caída de objetos, debidos tanto al funcionamiento propio de la máquina como a circunstancias accidentales. Las medidas preventivas a adoptar están destinadas a proteger no sólo a los operadores, sino también a cualquier otra persona que pueda estar expuesta a estos peligros. Consisten esencialmente en resguardos fijos o móviles de resistencia adecuada, como el que se indica en la figura 6.

Figura 6. Fresadora de control numérico provista de resguardo
móvil
F Emisión de gases, vapores, líquidos y polvos
Cuando en una máquina herramienta pueda existir riesgo de emisión de algunos de estos elementos (por ejemplo, nieblas de fluidos de corte), se procurará efectuar su captación en su propio origen mediante un dispositivo de extracción localizada, integrado en lo posible en los resguardos o carcasas. Se estudiará en cada caso particular el tipo de emisión producida y se diseñará el elemento extractor en función de sus características.
F Mantenimiento
-
Se respetarán las condiciones de utilización de estas máquinas, tal como se recomienda por los fabricantes.
-
Se prestará un atento cuidado al mantenimiento, especialmente cuando no sea posible colocar protectores eficaces y se realizará un correcto reglaje.
-
La limpieza y reparaciones se llevarán a cabo con la máquina parada. En cuanto a las reparaciones en concreto, solamente las realizará personal especializado y debidamente autorizado.
F Elementos móviles
Se distinguen en general, dos tipos de elementos móviles:
-
Elementos móviles de transmisión: Se encuadran en este grupo los árboles de transmisión, poleas y correas.
-
Elementos móviles de trabajo: Son aquellos que ejercen una acción directa sobre el material y desarrollan su actuación en la zona de operación, como la hoja de la sierra de cinta mecánica que se muestra en la figura 7.

Figura 7. Sierra de cinta mecánica para corte de metales
F Separación de las fuentes de energía
En lo referente a la energía eléctrica, la separación puede quedar asegurada mediante:
-
Un interruptor-seccionador.
-
Un disyuntor que disponga de la función de seccionado.
-
Una toma de corriente para una intensidad inferior o igual a 16 amperios y una potencia total inferior a 3 KW.
Los dispositivos de separación deben ofrecer todas las garantías de que a cada posición (abierto/cerrado) del órgano de mando corresponda de forma inmutable la posición (abierto/cerrado) de los contactos.
F Señalización y advertencia
En aquellas máquinas que tras adaptarle medidas de protección adecuadas persista un riesgo residual, éste deberá estar adecuadamente señalizado mediante indicadores normalizados.
F Puesta en obra
La máquina estará ubicada en lugar nivelado y firme, evitando los lugares que puedan generar riesgos de caídas de altura. Asimismo, la zona de ubicación estará limpia, seca y ventilada.
Dispondrá de un servicio eléctrico encabezado por un diferencial adecuado con su correspondiente interruptor magnetotérmico y petaca de conexión tipo estanca, de conformidad con lo establecido en el Reglamento Electrotécnico de Baja Tensión.
F Utilización
El personal que manipule este tipo de máquinas contará con la debida autorización y formación específica.
La máquina se fijará de manera que no se produzcan movimientos no deseables originados por vibraciones.
Antes de poner en marcha una máquina, se comprobará que no hay nadie manipulándola.
F Otras consideraciones
Cualquier máquina herramienta deberá llevar su marcado CE correspondiente. Si su adquisición ha sido anterior a 1995 y carece de dicho marcado, se procederá a su puesta en conformidad, según lo establecido en el Real Decreto 1215/1997, de 18 de julio, como oportunamente se indicó.
Toda máquina dispondrá del correspondiente manual de instrucciones y libro de mantenimiento y revisiones en castellano facilitado por el fabricante.
F Precauciones a tener en cuenta en la manipulación de fluidos de corte
Se considera que más del 98% de la energía mecánica que entra en juego en una operación de mecanizado se transforma en calor, en función de variables tales como el tipo de material, ángulo y profundidad de corte y velocidad del mecanizado. Con el fin de evitar un sobrecalentamiento en el punto de corte, que conduciría inevitablemente a un deterioro prematuro de la herramienta y a un acabado superficial indeseable de la pieza, el calor producido en la operación debe ser eliminado del modo más rápido y eficaz posible, para lo cual se utilizan los llamados fluidos de corte, que pueden definirse como líquidos de composición variada, que se adicionan al sistema pieza-herramienta-viruta de una operación de mecanizado, con el fin de lubricarlo y eliminar el calor que se genera (figura 8).
Figura 8. Adición de un fluido de corte a una operación de
mecanizado de una pieza metálica.
Atendiendo a su contenido en aceite mineral, los fluidos de corte pueden clasificarse en:
-
Fluidos aceitosos o aceites de corte propiamente dichos.
-
Fluidos acuosos, conocidos en España coloquialmente con el nombre de taladrinas.
A su vez, estas últimas se dividen en:
-
Emulsiones simples.
-
Sintéticas.
-
Semisintéticas.
-
Neosintéticas.
Todos estos fluidos de corte, cuyas funciones esenciales durante el mecanizado son refrigerar y lubricar, suelen contener un variado surtido de aditivos que les confieren propiedades tales como, estabilizar las emulsiones; inhibir la corrosión de piezas, herramientas y equipos de trabajo; reducir la proliferación de microorganismos (bacterias, hongos y levaduras); evitar la formación de espumas; disminuir o aumentar la dureza del agua, etc., con lo que a la propia agresividad de los productos de base, hay que añadir la que proporcionan los citados aditivos.
La utilización de estos productos comporta una problemática compleja, cuyo estudio debe abordarse desde dos perspectivas diferentes, como son el ámbito laboral y el medio ambiente.
En cuanto a la problemática laboral en España, se estima que nada más en el sector metalúrgico, el número de personas implicadas en la manipulación de estos productos alcanzaría la cifra de 90.000, pudiendo aproximarse a las 300.000, si se considera la totalidad del tejido productivo. Pero a pesar del elevado número de trabajadores expuestos a fluidos de corte, los riesgos derivados de su manipulación no se hallan bien definidos a causa de la escasa información que se tiene acerca de su naturaleza química, por lo que tratar la cuestión con rigor desde el punto de vista preventivo constituye, en numerosas ocasiones, un problema de gran complejidad.
Los efectos que sobre la salud de los usuarios pueden provocar estos productos son:
-
Afecciones cutáneas
-
Alteraciones del tracto respiratorio
-
Afecciones neoplásicas (cáncer) de localizaciones diversas
Las medidas preventivas frente a las afecciones cutáneas deberán orientarse hacia la consecución de dos objetivos concretos:
-
Evitar la aparición de cualquier caso de dermatosis.
-
Tratar eficazmente los casos que puedan aparecer, a fin de impedir su evolución.
La estrategia a desarrollar comprende cuatro líneas de actuación:
-
Extremar la higiene personal y la limpieza del entorno de trabajo.
-
Conocer los componentes de los productos utilizados, a través de la fichas de seguridad.
-
Desarrollar un programa de protección dermatológica que incluya el uso de cremas barrera o guantes de protección, cuando sea posible, en el transcurso del trabajo; jabón neutro para el aseo personal antes de comer y al finalizar la jornada, y crema hidratante para restituir el manto ácido de la piel al finalizar el trabajo.
-
Vigilancia médica permanente, estableciendo un registro de dermatosis.
La prevención de las alteraciones del tracto respiratorio se abordará preferentemente, con la adopción de acciones correctoras de carácter primario, como cambiar el producto generador del problema por otro menos agresivo; cerrar el foco generador de niebla y aerosoles; implantar un sistema de extracción localizada, o modificar las condiciones de la operación, como mecanizar en seco, cuando sea posible.
Finalmente, la mejor prevención de afecciones neoplásicas derivadas de la exposición a fluidos de corte consiste en utilizar productos exentos de agentes cancerígenos que fundamentalmente son:
-
Hidrocarburos aromáticos policíclicos (HAP) en fluidos aceitosos o aceites de corte. Es conveniente además, que la fracción de carbonos aromáticos medida por espectroscopia infrarroja sea inferior al 10%.
-
N-nitrosaminas, especialmente la N-nitrosodietanolamina (NDELA) y formaldehído en fluidos acuosos o taladrinas.
Desde el punto de vista médico, ante la más leve sospecha de una posible alteración neoplásica, se debe remitir al paciente a un centro especializado, donde se le practicarán las pruebas pertinentes y se le prescribirá, cuando proceda, el tratamiento más apropiado en función del diagnóstico.
Por lo que concierne al impacto ambiental de los fluidos de corte, se centra básicamente en:
-
Las emisiones a la atmósfera de productos agresivos para la capa de ozono, que proviene de la incineración de residuos aceitosos conteniendo cloro orgánico.
-
Los vertidos de aguas residuales previamente tratadas, procedentes de taladrinas conteniendo derivados fenolícos.
La prevención más eficaz de esta problemática se centra en la utilización de aceites de corte exentos de cloro orgánico, así como de taladrinas que no contengan derivados fenólicos.
3.2 Máquinas convencionales de carpintería
Las máquinas para trabajar la madera son especialmente peligrosas debido a su alta velocidad de corte y a que, con frecuencia, requieren la presencia del operario en el manejo de la pieza.
Aunque todas las medidas preventivas que se indicaron para máquinas herramientas destinadas al mecanizado de metales, acerca de órganos de accionamiento, puesta en marcha, parada, caídas y proyecciones de objetos, mantenimiento, elementos móviles, etc. son válidas para las máquinas convencionales de carpintería, a continuación se describen las máquinas que con mayor frecuencia se utilizan en esta actividad, haciendo especial hincapié en los riesgos más relevantes que se derivan de su manipulación.
Reducida a sus órganos principales, esta máquina se compone de un bastidor, generalmente en forma de cuello de cisne, soportando dos volantes equilibrados superpuestos en un mismo plano vertical y sobre los cuales se enrolla una hoja de sierra sin fin, llamada cinta.
El volante inferior recibe el impulso motor, mientras que el volante superior es arrastrado por la cinta. Las llantas de los volantes deben estar provistas de un bandaje (corcho, goma) que facilita el apoyo elástico de la hoja, conserva la vía en las hojas estrechas, disminuye el ruido y absorbe las variaciones instantáneas del esfuerzo de corte.
La hoja está guiada por encima y por debajo de la mesa mediante guías de madera o metálicas. El guiado tiene por finalidad dar a la hoja un aseguramiento contra la presión de avance ejercida desde delante hacia atrás y eliminar los desplazamientos laterales. Por su parte, el triscado de la sierra tiene como objeto facilitar el corte libre, es decir, que las puntas de los dientes abran un camino más ancho que el espesor de la hoja para reducir el rozamiento entre la superficie de ésta y las paredes del corte, evitando el posible riesgo de lanzamiento de la pieza por atasco de la hoja. El triscado debe alcanzar 1/3 de la profundidad del diente y no sobresalir lateralmente más del doble del espesor de la hoja de sierra.
Los riesgos que se derivan de la sierra de cinta son básicamente:
-
Contacto accidental con el dentado de la cinta en movimiento
-
Retroceso y proyección de la pieza de madera
-
Rotura de la cinta
3.2.2 Sierra de disco o circular
Es una máquina ligera y sencilla, cuya función esencial es cortar o aserrar piezas de madera, como tableros, rollizos, tablones, etc. Consta básicamente de una mesa fija con una ranura en el tablero que permite el paso del disco de sierra, un motor y un eje porta-herramienta (figura 9).

Figura 9. Sierra circular provista de
extracción localizada y empujador de piezas
La transmisión puede ser por correa, en cuyo caso la altura del disco sobre el tablero se regula a voluntad, o directamente del motor al disco, siendo entonces éste fijo.
La postura normal del trabajador es frontal a la herramienta, junto a la mesa, y empujando con ambas manos la pieza. Cuando la máquina no está dotada de guías u otros complementos, el corte se efectúa a pulso. Esta máquina destaca por su sencillez de manejo y precisión de trabajo relativo, lo que facilita su uso por personas no cualificadas que toman confianza hasta el extremo de despreciar su peligrosidad. Se debe hacer hincapié en que el uso de esta sierra será exclusivo para trabajos asequibles a ella, no permitiéndose ejecutar tareas que resultan más seguras si se realizan con herramientas manuales o con sierras circulares portátiles.
La máquina en cuestión suele estar protegida por una carcasa superior, resguardo inferior, carenado de la correa de transmisión y por otros dispositivos auxiliares.
Los riesgos que se derivan del manejo de esta máquina son:
-
Contacto accidental con el dentado del disco en movimiento
-
Retroceso y proyección de la pieza de madera
-
Proyección del disco o parte de él
-
Contacto con las correas de transmisión (si las hay)
Esta máquina conforma una pieza de madera en revolución alrededor de un eje, mediante una herramienta de corte. El movimiento fundamental de rotación lo tiene la pieza y el longitudinal de avance corre a cargo de la herramienta (figura 10).

Figura 10. Torno para piezas de madera,
provisto de extracción.
Los riesgos más frecuentes que se derivan de esta máquina son:
-
Contacto accidental con la pieza en movimiento
-
Atrapamiento con los órganos de movimiento de la máquina
-
Proyección de la pieza por un posicionamiento incorrecto.
Esta máquina se denomina también labrante. Fundamentalmente se utiliza para "planear" o "aplanar" una superficie de madera.
Si la superficie cepillada es la cara de la pieza, la operación se conoce con el nombre de "planeado", mientras que si la superficie cepillada es el canto de la pieza, se denomina "canteado". Con esta operación se pretende que la superficie sea recta en la dirección longitudinal y transversal y que diagonalmente no presente torsión alguna, es decir, que no esté alabeada.
La cepilladora está formada por un bastidor que soporta el plano de trabajo rectangular, compuesto de dos mesas horizontales entre las cuales está situado el árbol portacuchillas, como se muestra de forma esquemática en la figura 11.
Figura 11. Esquema de una cepilladora
La mesa de alimentación es generalmente la más larga de las dos. Su reglaje en altura se configura a un nivel inferior al del plano horizontal de la mesa de salida que es tangente al cilindro engendrado por la arista de corte de las cuchillas. La diferencia en altura entre las dos mesas determina la profundidad de pasada (espesor de madera cortada por la herramienta).
El árbol portacuchillas debe ser cilíndrico, en acero duro, equilibrado dinámicamente con sumo cuidado. Posee de dos a cuatro ranuras para el alojamiento de las cuchillas de corte fijadas mediante tornillos de anclaje.
Generalmente, las operaciones de planeado y canteado en una misma pieza de madera se ejecutan mediante dos pasadas consecutivas de la cara y el canto sobre el árbol portacuchillas de la cepilladora (la operación de canteado se realiza adaptando sobre la regla guía la cara previamente aplanada de la pieza). En la actualidad, algunas cepilladoras llevan incorporado un árbol de corte vertical, provisto de motor independiente que permite la realización simultánea de las operaciones de planeado y canteado.
Los riesgos que con mayor frecuencia pueden presentarse en esta máquina son los siguientes:
-
Contacto con las herramientas de corte
-
Retroceso imprevisto y violento de la pieza
-
Proyección de elementos de corte y accesorios en movimiento
La tronzadora de disco es una máquina utilizada para el corte de madera a un ángulo determinado entre 45º a derecha e izquierda del plano normal de contacto del disco con la madera, pudiendo cortar asimismo a bisel.
Para efectuar los cortes, el operario deposita la pieza sobre la mesa contra la guía-tope posterior, selecciona el ángulo de corte y aproxima el disco a la pieza accionando el brazo destinado al efecto.
Los riesgos más frecuentes de este tipo de máquinas son:
-
Contacto con el disco de corte
-
Caída brusca del disco por rotura del muelle de sujeción
-
Proyección de la pieza cortada
La regruesadora o cepilladora de gruesos se utiliza para obtener una superficie plana paralela a otra anteriormente preparada y a una distancia prefijada de ésta. Consta esencialmente de una base fundida de una sola pieza, que soporta la mesa, el árbol portacuchillas y los dispositivos de transporte y ajuste.
La mesa es desplazable en altura, siendo la magnitud del desplazamiento función del grosor de la pieza que se mecaniza, oscilando las alturas máximas de trabajo entre 200-235 mm. El ajuste de la mesa puede realizarse manualmente mediante un volante o mecánicamente. En ambos casos, una regla graduada en mm indica la magnitud de la apertura.
El árbol portacuchillas, de sección cilíndrica al igual que en la cepilladora, posee generalmente 3 ó 4 cuchillas fijadas al mismo, debiendo permanecer el conjunto equilibrado dinámicamente. El avance de la pieza de madera se efectúa por medio de dos cilindros accionados: uno, ranurado, a la entrada; el otro, liso, a la salida de la máquina, como se muestra en el esquema de la figura 12.

Figura 12. Esquema de una regruesadora
El mando del avance es totalmente independiente del mando del árbol portacuchillas y tiene su propio motor. La madera se sujeta muy cerca del árbol portacuchillas por medio de prensores seccionados graduables, con lo que todas las piezas de madera, de gruesos diferentes, quedan sujetas cuando se regruesan.
Los travesaños de presión han de estar tan próximos como sea posible al cilindro de vuelo formado por las cuchillas con el fin de evitar las vibraciones en piezas de poco grosor. Los rodillos de arrastre y de extracción tienen también que estar próximos a los travesaños de presión con objeto de poder cepillar maderas cortas. El mínimo de longitud de las piezas de regruesar es igual a la distancia entre ejes de los cilindros de arrastre y de extracción más cinco centímetros.
Los riesgos que con mayor frecuencia se presentan en la regruesadora son los siguientes:
-
Contacto con el árbol portacuchillas
-
Atrapamiento entre el cilindro estriado de avance y la pieza
-
Retroceso imprevisto de la pieza en elaboración
-
Rotura y proyección de cuchillas
F Consejos de prudencia en el manejo de máquinas de carpintería
Habida cuenta que las máquinas utilizadas en operaciones de carpintería presentan riesgos muy similares y comunes en muchos casos, las medidas preventivas pueden generalizarse, sin perjuicio de considerar siempre las particularidades de cada una de ellas.
Como consejos de prudencia en el manejo de tales máquinas cabe señalar los siguientes:
-
El trabajador deberá utilizar sólo aquellas máquinas en las que haya sido debidamente entrenado.
-
Antes de utilizar cualquier máquina debe ser revisada, prestando especial atención a que estén colocados todos los dispositivos de protección.
-
Antes de poner en funcionamiento la máquina, asegurarse de que la herramienta, la pieza y la mesa están adecuadamente fijadas.
-
Volver a colocar la protección siempre que se cambie la hoja o disco de una sierra circular. Los discos sin filo son peligrosos, ya que disminuyen la velocidad de corte y rechazan la pieza en vez de cortarla. Además existe peligro de rotura.
-
Emplear siempre los útiles de alimentación o empujadores para dirigir la pieza al punto de corte. Nunca debe hacerse con la mano ni aproximar la mano a la herramienta. Tampoco debe apretarse la pieza contra el disco, especialmente cuando se trata de piezas pequeñas
-
Evitar el empleo de guantes cuando se utilice este tipo de máquinas.
-
Mantener el entorno de la máquina libre de cualquier objeto y evitar la presencia de otros trabajadores junto a la máquina, mientras ésta se encuentra en funcionamiento.
-
Cuando se realicen operaciones de mantenimiento (limpieza, engrase, ajuste o modificación de piezas) debe pararse la máquina previamente y desconectar el mando principal, asegurándolo durante el mantenimiento contra una posible puesta en marcha. Nunca se debe pararse la máquina con la mano.
-
En caso de ausencia, aunque sea por un corto periodo de tiempo, debe desconectarse la máquina para evitar posibles accidentes a otras personas.
-
En máquinas provistas de varios husillos de trabajo se deben retirar las herramientas y tapar los husillos que no vayan a utilizarse, antes de la puesta en marcha de la máquina.
-
En caso de avería, se debe avisar al especialista de mantenimiento de la máquina y no intentar repararla con los medios propios.
-
En trabajos con formación de viruta o polvo de madera, usar gafas o pantalla protectora. No retirar la viruta con la mano. Utilizar para ello los útiles adecuados.
-
Utilizar guantes resistentes al corte para montar y desmontar las cintas en las sierras y en las máquinas afiladoras.
-
No llevar ropa suelta o desabrochada, ni anillos, relojes, cadenas o colgantes.
4 OPERACIONES DE SOLDADURA Y CORTE
La soldadura puede considerase un proceso con aporte de calor, mediante el cual se unen dos piezas metálicas, pudiendo o no intervenir otra sustancia o material ajeno a las piezas o de su misma naturaleza.
Este tipo de operaciones suele ser frecuente en una amplia gama de actividades laborales, especialmente en los talleres mecánicos y a pesar de su aparente simplicidad, nunca debe olvidarse que se manipulan fuentes de energía capaces de alcanzar temperaturas de 3000 ºC o superiores, constituyendo focos de ignición que pueden provocar incendios, explosiones, quemaduras y lesiones de diversa consideración, así como la generación de humos de naturaleza variada, cuya inhalación puede afectar la salud de las personas expuestas.
Estos posibles riesgos hacen necesario un profundo conocimiento por parte de los usuarios, tanto del correcto funcionamiento de los equipos, como de las circunstancias del entorno que puedan propiciar accidentes más o menos graves.
Atendiendo a la fuente de calor, la soldadura puede ser eléctrica, cuando utiliza este tipo de energía o autógena, cuando el calor proviene de la combustión de un gas.
Operaciones análogas a las de soldadura son las de corte de metales, pudiendo igualmente utilizarse la llama procedente de la combustión de un gas o el arco eléctrico, por lo que a fin de conseguir una mayor funcionalidad en el desarrollo del presente manual, se estudiarán conjuntamente.
4.1 Soldadura eléctrica y corte por arco de plasma
Dentro de la soldadura eléctrica cabe distinguir dos tipos básicos:
-
Soldadura por resistencia
-
Soldadura al arco
4.1.1 Soldadura por resistencia
Este tipo de soldadura se basa en el efecto JOULE, mediante el cual, el calor necesario para fundir los metales que intervienen en la operación (generalmente el estaño) procede del calor producido al calentarse un electrodo que actúa como resistencia eléctrica al pasar una determinada intensidad de corriente:
Q = I2 . R . t . 0,24
La soldadura por resistencia presenta diversas variantes, como son la soldadura por puntos, profusamente utilizada en el sector de automoción y en la fabricación de electrodomésticos y la soldadura por roldana, en operaciones industriales como la fabricación de depósitos de combustible. Otra variante de la soldadura por resistencia es la que se emplea en electrónica, para fundir estaño y unir dos hilos o piezas de cobre
Este tipo de soldadura presenta escasos riesgos (contactos térmico y eléctrico principalmente) si bien es conveniente tener en cuenta algunas recomendaciones de carácter general, a saber:
-
Antes de comenzar el trabajo, comprobar que los equipos eléctricos y el instrumental, se encuentran en perfectas condiciones de uso. Al terminar, no extraer la clavija de su enchufe tirando del cable, sino de la propia clavija.
-
Disponer el soldador de resistencia en un soporte adecuado, orientando el electrodo en sentido contrario a donde se encuentra el operador y mientras esté caliente no debe dejarse sobre la mesa de trabajo.
-
No guardar el soldador hasta que el electrodo esté a temperatura ambiente.
-
Evitar la inhalación de los humos que se produzcan en la soldadura, especialmente cuando se utilicen resinas fundentes.
En este tipo de soldadura, la fuente de calor proviene del arco eléctrico que se produce al aproximar dos elementos metálicos en tensión, alcanzándose temperaturas del orden de 3000 ºC.
Los riesgos más frecuentes que se derivan de este tipo de soldadura son básicamente:
-
Contacto eléctrico
-
Contacto térmico
-
Incendio
-
Inhalación de humos
Existen dos variantes principales de la soldadura eléctrica por arco:
F Soldadura MIG (Metal Inert Gas): Es una soldadura al arco en la que el electrodo, generalmente un hilo de cobre enrollado en una bobina, se va consumiendo a medida que avanza la operación. Ésta se lleva a cabo en una atmósfera de gas inerte (dióxido de carbono, argón o mezclas de estos gases) para evitar oxidaciones y formación de las llamadas "perlas de soldadura", consiguiendo así un mejor acabado. La figura 13 muestra un equipo de soldadura MIG, en el que puede apreciarse una botella de gas.

Figura 13. Grupos de soldadura eléctrica
por arco tipo MIG
F Soldadura TIG (Tungsten Inert Gas): Es similar al tipo de soldadura anterior, sólo que en éste, el electrodo no es un hilo continuo, sino una barra metálica delgada que se emplaza en la pistola de soldar, debiendo cambiarse cada vez que se consume, por lo que el proceso es discontinuo. Al igual que en el caso anterior, la operación se lleva a cabo bajo una atmósfera de gas inerte.
Las precauciones a tener en cuenta para evitar los riesgos que se derivan de estos tipos de soldadura son las siguientes:
F Manejo y transporte del equipo
-
Todos los conductores, tanto los de alimentación eléctrica al grupo, como los de soldadura, deberán estar protegidos durante su transporte o utilización, contra posibles daños mecánicos.
-
Los cables de conexión a la red, así como los de soldadura, deben enrollarse para ser transportados y nunca se tirará de ellos para mover la máquina
-
Si se observa algún cable o elemento dañado deberá notificarse y repararse de modo inmediato, no debiendo ser utilizado bajo ningún concepto.
F Conexión segura del equipo a soldar
-
Los bornes de conexión de los circuitos de alimentación deberán estar aislados y protegidos. Asimismo, la superficie exterior de los portaelectrodos deberá estar aislada en la zona de contacto con la mano.
-
La pinza de masa o retorno deberá estar rígidamente fijada a la pieza a soldar, debiendo minimizarse la distancia entre el punto a soldar y la citada pinza.
-
No utilizar nunca las estructuras metálicas de los edificios, tuberías, etc., como conductores de retorno, cuando éstos no sean la pieza a soldar.
F Soldadura en el interior de recintos cerrados
-
Cuando se trabaje en lugares estrechos o recintos de reducidas dimensiones, se insuflará continuamente aire fresco, nunca oxígeno, a fin de eliminar gases, vapores y humos.
-
En caso de que no sea posible procurar una buena ventilación, se utilizarán equipos de protección respiratoria con aporte de aire.
-
Utilizar ropa tanto interior como exterior difícilmente inflamable.
-
Si los trabajos de soldadura se efectúan en lugares muy conductores (calderas, conducciones metálicas, túneles, etc.) no se emplearán tensiones superiores a 50 v, debiendo permanecer el equipo de soldadura en el exterior del recinto en que opere el trabajador.
F
Equipos de protección individual
Para soldar al arco, el equipo de protección personal estará
compuesto por los siguientes elementos:
-
Pantalla de protección de cara y ojos.
-
Guantes largos de cuero.
-
Mandil de cuero.
-
Polainas de apertura rápida, con los pantalones por encima.
-
Calzado de seguridad aislante.
F Precauciones de carácter general
-
Se evitará soldar en lugares donde se encuentren almacenados productos inflamables. Si ello es necesario, se ventilará el local hasta conseguir que en la atmósfera interior no haya restos de sustancias que puedan originar riesgo de incendio o explosión.
-
Habida cuenta que en la soldadura eléctrica al arco se alcanzan temperaturas muy elevadas, frecuentemente se genera una gran cantidad de humos, lo que debe evitarse en lo posible. Para ello, se recurre al uso de mesas de soldadura provistas de extracción localizada y si las piezas a soldar son de gran tamaño, se utilizan bocas móviles de extracción como la que se muestra en la figura 14. Estas precauciones deben extremarse cuando se realizan operaciones de soldadura en piezas galvanizadas o pintadas con cromato de plomo o recubiertas de imprimaciones antioxidantes de minio. De no ser posible emplear este tipo de protecciones generales, se recurrirá al uso de protección respiratoria individual.

Figura 14. Boca móvil de aspiración de
humos de soldadura
4.1.3 Corte de metales con arco de plasma
Con la única salvedad de que con el arco de plasma se alcanzan temperaturas superiores a 10.000 ºC, las operaciones de corte de metales por este procedimiento son análogas a las de soldadura al arco, siendo por tanto válidas todas las recomendaciones señaladas para este tipo de operaciones.
4.2 Soldadura autógena y oxicorte
En este tipo de soldadura, así como en el oxicorte, la fuente de calor proviene de la combustión de un gas, en muchos casos el acetileno. Ambas operaciones son análogas y por tanto, su estudio se aborda conjuntamente. La figura 15 muestra un equipo de soldadura autógena, en el que pueden apreciarse las botellas de gas y el soplete.

Figura 15. Equipo de soldadura autógena
Los riesgos más frecuentes que se derivan de este tipo de operaciones son muy similares a los de la soldadura eléctrica al arco, con algunas diferencias, es decir:
-
Contacto térmico
-
Incendio
-
Inhalación de humos
-
Caída de las botellas
De acuerdo con estas consideraciones, las precauciones a tener en cuenta para evitar tales riesgos son:
F Botellas
-
Las botellas de gases deben estar adecuadamente protegidas para evitar las caídas, ya sea mediante abrazaderas en la pared o fijadas a las carretillas en caso de quipos móviles.
-
Comprobar la última fecha de prueba oficial, que debe estar en el período de vigencia.
-
Las válvulas de acetileno sin volante deben ir provistas siempre de la correspondiente llave, para su manipulación en caso de emergencia.
F Condiciones generales de seguridad
-
Se debe comprobar que ni las botellas de gas ni los equipos que se acoplan a ellas tienen fugas.
-
Proteger las botellas contra golpes y calentamientos peligrosos.
-
Antes de acoplar la válvula reductora de presión, se deberá abrir la válvula de la botella por un corto periodo de tiempo, a fin de eliminar la suciedad.
-
Las mangueras deben encontrarse en perfecto estado de conservación y admitir la presión máxima de trabajo para la que han sido diseñadas.
-
Todas las uniones de mangueras, deben estar fijadas mediante abrazaderas, de modo que impidan la desconexión accidental.
-
Todas las conexiones deben ser completamente estancas. La comprobación se debe hacer mediante solución jabonosa neutra. Nunca debe utilizarse una llama abierta.
-
No se debe comprobar la salida de gas manteniendo el soplete dirigido contra partes del cuerpo, ya que puede inflamarse la mezcla gas-aire por chispas dispersas y provocar quemaduras graves.
-
El soplete debe funcionar correctamente a las presiones de trabajo y caudales indicados por el suministrador.
-
Al terminar el trabajo, se debe cerrar la válvula de la botella y purgar la válvula reductora de presión. Asimismo, los aparatos y conducciones no deberán guardarse en armarios cerrados ni en cajas de herramientas.
-
Al igual que en la soldadura eléctrica al arco, en la soldadura autógena y oxicorte se alcanzan temperaturas muy elevadas, produciéndose una gran cantidad de humos. Con el fin de evitar este problema, se puede recurrir al empleo de mesas de soldadura provistas de extracción localizada o de bocas móviles de extracción, si las piezas a soldar son grandes (figura 14). Estas precauciones deben extremarse cuando se sueldan piezas galvanizadas o recubiertas de cromato de plomo o de minio. Si no es posible emplear este tipo de protecciones generales, se debe recurrir al uso de protección respiratoria individual.
F Equipos de protección individual
El equipo de protección individual para realizar operaciones de soldadura autógena y oxicorte es muy similar al utilizado en soldadura eléctrica y consta básicamente de:
-
Gafas de protección adecuadas.
-
Guantes largos de cuero.
-
Mandil de cuero.
-
Polainas de apertura rápida, con los pantalones por encima.
-
Calzado de seguridad aislante.
F Manipulación de botellas de gases
La manipulación de botellas de gases se llevará a cabo únicamente por personas debidamente capacitadas para dicho cometido. La utilización de estos elementos por trabajadores inexpertos puede comportar riesgos graves, como fugas de gases tóxicos y nocivos, incendios y explosiones.
Antes de utilizar una botella deberá leerse la etiqueta para asegurarse de que se trata de la que se pretende usar. En caso de duda sobre su contenido o forma de utilización, consultará con el suministrador. Asimismo, toda botella que tenga caducada la fecha de la prueba periódica, según establece el Reglamento de Aparatos a Presión, será devuelta al proveedor.
Los grifos de las botellas se abrirán lentamente y de forma progresiva. En el caso de que se presente alguna dificultad en la apertura, se devolverá al suministrador, sin forzarla ni emplear herramienta alguna, ya que existe el riesgo de rotura del grifo, con el consiguiente escape del gas a presión. No se deben engrasar los grifos de las botellas, ya que algunos gases, como el oxígeno, reaccionan violentamente con las grasas, produciendo explosiones.
Para el traslado de las botellas a los distintos puntos de utilización, se emplearán carretillas portabotellas, estando terminantemente prohibido su arrastre o rodadura, dado que se pueden producir abolladuras y deterioros en las paredes, disminuyendo su resistencia mecánica. No obstante, para pequeños desplazamientos, se podrá mover girándola por su base, una vez que se haya inclinado ligeramente. En todos los casos se hará uso de guantes y calzado de seguridad, que deberán estar exentos de grasa o aceite por el motivo aducido anteriormente.
Si como consecuencia de un golpe accidental, una botella quedase deteriorada, marcada o presentase alguna hendidura o corte, se devolverá inmediatamente al suministrador del gas, aunque no se haya llegado a utilizar.
Una vez emplazada la botella en el lugar de utilización, deberá fijarse adecuadamente, por ejemplo con cadenas, evitando así el riesgo de caída, que podría provocar lesiones a personas o escapes de gas por rotura de conexiones. Esta operación deberá ser adecuadamente supervisada.
Las botellas de gas no deberán utilizarse nunca como soporte para golpear piezas, cebar arcos y soldar sobre ellas. Los efectos que tales acciones producen sobre la botella pueden disminuir su resistencia mecánica, con el siguiente riesgo de fuga y explosión.
Cuando se tenga que abrir una botella de gas, se dispondrá la salida del grifo en posición opuesta al trabajador y en ningún caso estará dirigida hacia las personas que se encuentren en las proximidades. De este modo, se evitan las proyecciones de gas a presión o de elementos accesorios, en el caso de fallo o rotura.
El trasvase entre botellas es una operación extremadamente peligrosa, debiendo prohibirse expresamente. Cuando sea necesario utilizar caudales de gas superiores al que la botella puede suministrar, se emplearán varias botellas conectadas en paralelo o bloques de botellas. En ningún caso se recurrirá a métodos tales como el calentamiento, ya que dicha práctica supone un grave peligro de explosión.
No se utilizarán botellas de gases en recintos cerrados o confinados sin asegurarse de que existe ventilación adecuada. El escape o acumulación de gas ha sido causa de graves accidentes. La realización de tales operaciones requiere la obtención de un permiso de trabajo.
Una vez finalizado el trabajo con la botella, se aflojará el tornillo de regulación y el manorreductor y se cerrará el grifo.
En ningún caso, deberá el usuario pintar las botellas de gases y mucho menos alterar o cambiar sus colores. El color de la botella es un elemento importante de seguridad, que informa de manera rápida sobre su contenido.
En el caso de que se produjera una fuga en una botella de gas será necesario intervenir rápidamente, siguiendo los pasos que se indican en la figura 16, es decir:
-
Identificar el gas.
-
Aprovisionarse del equipo necesario, que para gases tóxicos, nocivos o corrosivos deberá ser un equipo de respiración autónomo.
-
Seguir las siguientes pautas:
Figura 16. Pasos a seguir en caso de escape
del gas de una botella.
4.3 Identificación de factores de riesgo higiénico en operaciones de soldadura
Los factores de riesgo que pueden presentarse en las operaciones de soldadura, proceden tanto del material a soldar, como del material de aporte y de las posibles reacciones en el aire. Su conocimiento con profundidad permite conocer los contaminantes que pueden aparecer en la atmósfera de trabajo en cada caso, siendo de gran utilidad cuando se efectúa su análisis y evaluación.
4.3.1 Contaminantes procedentes del material a soldar
Dentro de éstos, se distinguen:
-
Los procedentes del propio material de base
-
Los que se derivan de los recubrimientos de dicho material.
F Contaminantes procedentes del material de base: El material de base suele ser una pieza metálica. Como las operaciones de soldadura se desarrollan a temperaturas muy elevadas, se favorece su disgregación en partículas de tamaño coloidal que se oxidan fácilmente en contacto con el oxígeno del aire, pudiendo afirmar que, en los humos generados en una operación de soldadura se pueden encontrar siempre los óxidos de los metales que integran el metal base. A modo de ejemplo y dependiendo de la naturaleza del metal base se tendrá:
-
En un acero al carbono se generarán óxidos de hierro y manganeso.
-
En un acero inoxidable se producirán óxidos de hierro y cromo.
-
En una pieza de latón se formarán óxidos de cobre y cinc.
-
En una pieza de bronce se desprenderán óxidos de cobre y estaño.
F Contaminantes procedentes del recubrimiento del material de base: La naturaleza de éstos dependerá del propio recubrimiento, de forma que además de los óxidos del metal de base, se formarán otras sustancias, pudiendo encontrar, entre otros, los siguientes casos:
-
Recubrimiento metálico: En este caso se desprenderán los óxidos de los metales que conforman el recubrimiento. Según esto:
- Cromado: Óxidos de cromo.
- Niquelado: Óxidos de níquel.
- Cadmiado: Óxidos de cadmio.
- Galvanizado: Óxidos de cinc. -
Pintado: Si los pigmentos utilizados en la pintura que recubre el material de base son metálicos, se desprenderán los óxidos de éstos, es decir:
- Minio: Óxidos de plomo.
- Amarillo de cromato de plomo: Óxidos de plomo y de cromo. -
Engrasado: Si las piezas están engrasadas, se desprenderán los productos de la pirólisis de los aceites y grasas que recubre las piezas a soldar. De este modo, dependiendo del producto utilizado para engrasar, se tendrá:
- Aceite mineral: Se formarán nieblas de aceite, existiendo la posibilidad de producirse hidrocarburos aromáticos policíclicos (HAP).
- Aceite vegetal: Se puede formar acroleína. -
Desengrasado: Cuando las piezas se desengrasan con disolventes clorados, a pesar de que estas sustancias son muy volátiles, pueden quedar retenidas en los microporos de la pieza y al soldarla producir fosgeno o cloruro de carbonilo (Cl2CO), sustancia altamente peligrosa.
-
Resinas plásticas: En ocasiones, las piezas van recubiertas de resinas plásticas, como PVC que al soldarlas generan productos de pirólisis, como en este caso, cloruro de hidrógeno (ClH).
4.3.2 Contaminantes procedentes del material de aporte
Se distinguen tres tipos:
- Los que se derivan del electrodo revestido.
- Los que proceden del dióxido de carbono usado en soldadura eléctrica.
- Los derivados del fundente utilizado en soldadura autógena.
A continuación se describe cada uno de ellos.
F Contaminantes derivados del electrodo revestido: Pueden considerase tres tipos fundamentales, a saber:
- Revestido básico: Pueden desprenderse fluoruros.
- Revestido de rutilo: Pueden formarse óxidos de hierro, de titanio, de manganeso, y silicatos.
- Revestido ácido: Se desprenden las mismas sustancias que en el revestido de rutilo y además sílice amorfa (SiO2).
F Contaminantes derivados del dióxido de carbono (CO2) utilizado en soldadura eléctrica: En algunos casos se puede formar monóxido de carbono (CO).
F Contaminantes derivados del fundente usado en soldadura autógena: Se pueden desprender cloruros y fluoruros, cuando se sueldan piezas de aluminio. Por otra parte, al soldar hierro se suelen usar bicarbonatos y carbonatos, pudiendo generar dióxido de carbono (CO2).
4.3.3 Contaminantes debidos a reacciones en el aire
En función del tipo de soldadura, cabe distinguir los siguientes:
F Soldadura eléctrica: Se genera radiación UV, que se intensifica cuando se sueldan piezas de aluminio.
F Soldadura autógena: Se desprenden óxidos de nitrógeno (NO y NO2), por oxidación de este elemento contenido en el aire.
Los equipos de trabajo a que se hace referencia en este apartado son básicamente, hornos y cabinas de pintura.
Son equipos de trabajo destinados generalmente a la cocción de materiales cerámicos o fundición de metales mediante energía térmica. Las consideraciones generales de utilización y precauciones a tener en cuenta son las siguientes:
-
Los hornos destinados a cualquier aplicación deberán estar protegidos contra los riesgos de contacto térmico y eléctrico por los usuarios.
-
La puerta de los hornos deberá permanecer cerrada en todo momento, abriéndose únicamente cuando sea necesario sacar o introducir algún elemento, lo que se realizará utilizando las pinzas o útiles adecuados a tal fin y los equipos de protección personal necesarios.
-
Cualquier horno deberá llevar su marcado CE correspondiente. Si su adquisición ha sido anterior a 1995 y carece de dicho marcado, se procederá a su puesta en conformidad, según lo dispuesto en el Real Decreto 1215/1997, de 18 de julio.
-
Todo horno dispondrá del correspondiente manual de instrucciones y libro de mantenimiento y revisiones en castellano, facilitado por el fabricante.
-
Las operaciones de limpieza y mantenimiento de cualquier horno, se llevarán a cabo siempre con el equipo desconectado y frío.
-
En caso necesario, los usuarios de estos equipos deberán usar ropa de trabajo resistente al calor por convección y radiación, de acuerdo con lo dispuesto en la norma EN 531.
-
Cuando estos equipos generen unas condiciones de disconfort térmico en el ambiente de trabajo, las precauciones que deben tenerse en cuenta han de orientarse hacia la reducción del riesgo de tensión térmica, lo que puede lograrse actuando, bien por separado o simultáneamente, sobre dos factores:
- La agresividad térmica del ambiente
- La actividad física del trabajadorNo existe una norma general de actuación, por lo que es preciso analizar cada situación concreta para conocer la contribución al riesgo de cada uno de los elementos citados y proceder en consecuencia.
La aplicación de lacas y pinturas conteniendo disolventes debe llevarse a cabo en cabinas debidamente acondicionadas (figura 17), especialmente cuando dicha aplicación se lleva a cabo con pistola de pulverizar.

Figura 17. Cabina de pintura
En líneas generales, las precauciones y medidas preventivas a tener en cuenta en estas instalaciones son las siguientes:
-
La instalación eléctrica y de iluminación debe ser antideflagrante.
-
Comprobar que la extracción de la cabina funciona correctamente, que los filtros no están colmatados y que se reponen con la frecuencia establecida.
-
No consumir durante el trabajo ni guardar en el interior de las cabinas bebidas y alimentos.
-
Tampoco se deben guardar en estas instalaciones objetos o prendas de vestir.
-
Evitar la presencia de llamas abiertas y fuentes de ignición, así como fumar.
-
No arrojar en las cabinas trapos manchados de grasa, ya que pueden originar fuegos espontáneos.
-
Utilizar ropa y calzado antiestático.
-
Tratar como residuo los filtros de papel usados y manchados de pintura que se retiran periódicamente y gestionarlos de modo adecuado.
-
Real Decreto 1435/1992, de 27 de noviembre, de aproximación de las legislaciones de los Estados miembros sobre máquinas.
-
Ley 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales.
-
Real Decreto 39/1997, de 17 de enero, por el que se aprueba el Reglamento de los Servicios de Prevención
-
Real Decreto 486/1997, de 14 de abril, por el que se establecen las disposiciones mínimas de seguridad y salud en los lugares de trabajo
-
Real Decreto 1215/1997, de 18 de julio, por el que se establecen las disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo.
ASEPEYO. Seguridad en máquinas. Exigencias de la Normativa Europea. Monografías de Seguridad e Higiene en el Trabajo. Barcelona.
Asociación para la Prevención de Accidentes (A.P.A.). Compendio de recomendaciones de seguridad. San Sebastián: APA, 1994.
Asociación para la Prevención de Accidentes (A.P.A.). Seguridad en la soldadura eléctrica y oxiacetilénica. San Sebastián: APA, 2000.
Asociación para la Prevención de Accidentes (A.P.A.). Máquinas portátiles. San Sebastián: APA, 2002.
Asociación para la Prevención de Accidentes (A.P.A.). Conocimientos básicos sobre prevención de riesgos laborales. San Sebastián: APA, 2003.
Bailach F y otros. Manual para la adecuación de las máquinas herramientas para trabajar los metales en frío. Erandio-Goikoa: Osalan, 2000.
Documentación diversa sobre riesgos laborales, facilitada por el Servicio de Prevención de Riesgos Laborales de la UPV.
Instituto Nacional de Seguridad e Higiene en el Trabajo (INSHT). http://www.mtas.es/insht
Paris J. En: Enciclopedia de Salud y Seguridad en el Trabajo. Capítulo 86. Industrias manufactureras. Oficina Internacional del Trabajo (OIT). Madrid: Ministerio de Trabajo y Asuntos Sociales, 1998.
Unión de Mutuas. Manual para la implantación de un sistema de gestión de la prevención de riesgos laborales. Sector Madera. Valencia: Unión de Mutuas 113 - 179.
